製作過程
オーナー様との打ち合わせ
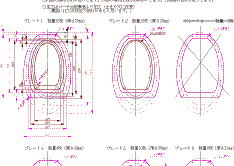
オーナー様のイメージ図を元に製作図面製作(CAD)
今回のラウンドは自由曲線の楕円R

製作図面(解像度落としています)
NC加工は外注依頼のためCAD図面を作成し依頼
外注先にてNC加工中
- 30mm厚のロシアンバーチ合板1200×2400をセットし加工する。
- 加工深さ数ミリ残して加工し後で切り抜きバリをトリマーで習い加工処理する。
 
NC加工完了後工場に仮置き
しばらく寸法が落ち着くまで放置
 
厚さ調整
- バーチ合板の定尺1200×2400の厚さは一枚の板でもばらつきがあります。
- 30枚を気にせず重ねると0.3mmの差があれば左右の差が1cm近くになります。
- 下記のように1枚ずつ左右、後ろの寸法を記載します。
- 完成時LR、左右の差を合板の欠点、色合いを考慮しながら極力少なくなるように積み替えます。
 
積み替え完了

座板にアジャスター取り付け穴加工
 
傾斜板の加工

積層
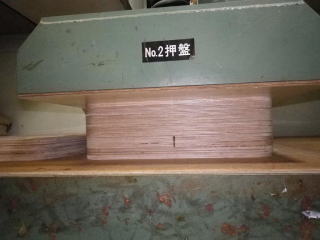
座板に位置決めダボ接着挿入 2枚目補強接着
 
- 接着後1枚ずつ3トンプレスにて平面均一に押え10分以上放置。
- 今回の接着剤はタイトボンドIIイクステンドの乾きの遅いものを使用しました。
- オリジナルのものでは速乾過ぎて1枚終わるまでに、塗り始めが乾いてしまい接着不良の原因になる為です。
 
補強板の角面取り
 
底面に吸音材充填後傾斜の下駄板取り付け
 
傾斜板取り付け

吸音材貼り付け後補強板積層
 
下側部の積層完了後吸音材取り付け
 
下側積層完了、上側も同じように積層する。
ミッド部製作
 
ホイストを使い上下をドッキング
2つを合わせると軽く100kgは超えます。

 
プレスに入らないのでパイプクランプで圧着

積層完了

サンデング工程
サンデング前

ベルトサンダー、オービタルサンダーにて#60〜#240順次番数を上げ仕上げる。
 
 
仕上げ完了

ユニット取り付け穴加工
ウーハー穴あけ
- 取り付け穴あけ(鬼目ナット)

ルーターにて加工
 
 
穴あけ完了

ユニット取り付け穴加工
ミッド穴あけ
 
 
 
穴あけ完了

吸音材取り付け
 
ツイーターベース製作
 
グリルネット製作
ベース板加工
2枚をプレス 横引き盤でカット
 
オイル仕上げ

 完成
完成
ピアノ運送屋にてオーナー様宅に発送
これ以後はオーナー様のブログで!
|
